高周波数インパルス測定(HFIM)システムの応用例
QASS社製Optimizer 4D の高周波数インパルス測定(HFIMシステム)は、プラスチック射出成形金型の管理に有効です。
緑のマークで示された領域は(プラスチック射出成形工程)で樹脂の射出注入フェーズを示しています。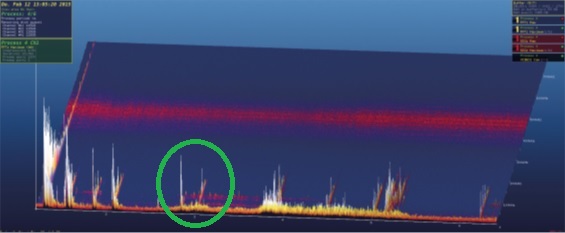
上の画像はメンテナンス直後金型を使用した射出注入工程の状態です。
下の画像は同じ金型で5000ショット成形後の射出注入工程です。
この部分で立ち上がった放射波形は、圧縮されたベントガスが放出されている状態と金型が損傷していること示しています。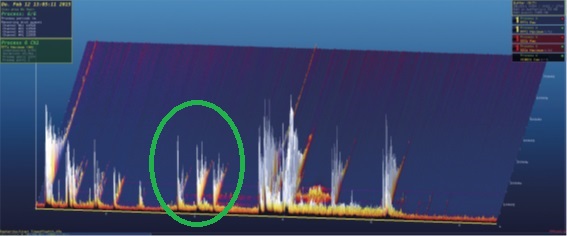
金型の管理
金型の取り付けの異常があれば、HFIMによる放射波形の描写で表示されます。
冷却制御
プラスチック射出成型中に時々ガスベント溝が詰まる問題が発生することがあります。また、添加剤がガス化することでガスベント溝に詰りが生じます。金型が閉じられているときに、可塑化工程で発生したガスは圧縮され、ガス温度が上昇し、それによって金型温度が上昇しますが、これは成形不良の発生原因になります。
Optimizer 4Dはガスベント溝が詰まっている状況を検知します。
プラスチック射出成形の金型のメンテナンス時期はいつですか?
ガスベントの状態を管理することでプラスチック射出成形の金型のメンテナンス期間を延長可能です。
Optimizer 4Dにより、定期メンテナンスを実施する代わりに、必要なときのみメンテナンスを実施することができます。
QASSシステムはHFIM(高周波インパルス測定)を介して射出成型プロセスの全ての状況を放射波形で描写します。
例えば射出工程では、放射波形は金型の摩耗に応じて変化しますが、摩耗した金型と新しい金型の違いが一目瞭然です。
測定はリアルタイムで行われ、プロセスはモニタリング可能で、ボルトの緩みや、エジェクター部分の摩耗も検出されます。
QASSのOptimizer 4Dにより、成形後のスピーカー部品やナビゲーションシステムのプラスチック部品等、成形品をモニタリングすることも可能です。
不適切な高周波インパルスの放射波形を検出することで、不良品を選別します。