目次
主要ゴム成形方法の一覧と比較(射出成形/押出成形/コンプレッション/トランスファー/シリコン成形)
ゴム成形には代表的に射出成形、押出成形、コンプレッション成形、トランスファー成形、シリコン成形、そして切削加工があり、それぞれ得意な製品形状や量産性、金型投資の大きさが異なります。
用途や求められる物性、表面仕上げ、耐熱・耐薬品性、ロット数によって最適解が変わるため、ここでは機能面とコスト面の両方から比較する視点を提示します。
まずは各法の概略を把握し、次いで詳細な工程と不良対策に基づき選定する流れが合理的です。
射出成形
射出成形は加硫前のゴム(未加硫ゴム)をスクリューやプランジャーで溶融・混練して金型に高圧注入し、金型内で加熱加硫して取り出す方式です。
高精度かつ複雑形状の成形に向いており、自動化による高生産性が得られますが、金型や設備費用は高く初期投資が大きい点に注意が必要です。
プラスチック射出との違いは、ゴムは加硫(架橋)で物性が固定される特性と成形条件が熱と加圧、滞留時間に依存する点であり、流動性や冷却特性も異なるため金型設計や材質選定の考え方が異なります。
押出成形
押出成形は押出機から連続的にゴムを押し出し、断裁や二次加工で製品にする方法で、チューブ、ホース、シート、ロッドなど長尺・連続品に適しています。
断面形状が一定であれば金型(ダイス)のコストは比較的低く、長尺の生産効率が高いのが利点です。
中空品や肉厚の制御、外径の精度には治具や冷却方法が重要であり、複雑な断面や短い小物部品には向きませんが、長尺品やシンプル形状では最もコスト効率が高い選択肢です。
コンプレッション成形
コンプレッション成形は金型に原料を直接詰めてプレスで加熱加硫する古典的な方法で、金型構造が単純で小ロットや大型ワークに向きます。
たい焼きを作る工程をイメージするとわかりやすい。
トランスファー成形は原料を別室(ポット)からランナーを通して金型へ移送し、より複雑形状や薄肉部の充填性を向上させる手法です。
コンプレッションは単純で材料ロスが少なくコストが低めですが、複雑形状や高精度要求ではトランスファーや射出が有利となるため、用途と精度目標で使い分けます。
シリコン成形
リコンゴムは耐熱性、耐候性、生体適合性に優れる一方で材料コストは高めで、成形では加硫条件や離型性に注意が必要です。
液状シリコーンゴム(LSR)の射出成形は高精度かつ高速生産が可能で自動化に適しますが、金型・機械の仕様がシリコン用に最適化されている必要があります。
シリコン用の射出機は液体シリコンかミラブルシリコンのどちらを使用するかによって仕様が異なるので事前に確認することをお勧めいたします。またシリコンゴムは他のゴムと比べて粘度が低いため樹脂用射出機メーカーからもラインナップされているケースがあり、選択肢が広いのも特徴です。
REP社では竪型、横型どちらのタイプの射出成形機でもシリコン成形が可能です。
比較で見る主要指標:コスト・量産性・精度・金型費・仕上げ・製品安定性
成形法ごとの選定はコスト、量産性、寸法精度、金型費、後加工の手間、製品の安定性という指標で比較するのが実務的です。
短期的な単価だけでなく、金型償却や仕上げ工程による工数、歩留まりの変動を考慮した総合コストで評価することが重要です。
以下の表は主要成形法を代表的指標で概括したもので、個別の材料や形状で結果は変動しますが、初期判断に役立つ見取り図として利用できます。
| 成形法 | 初期金型費 | 量産性 | 精度 | 小ロット適性 | 主な用途 |
|---|---|---|---|---|---|
| 射出成形 | 高 | 非常に高い | 高 | 中 | 小物複雑部品、高精度シール類 |
| 押出成形 | 低〜中 | 高(連続) | 中 | 低 | チューブ、ホース、シート |
| コンプレッション成形 | 低 | 低〜中 | 中 | 高 | 大型・小ロット部品、試作 |
| トランスファー成形 | 中 | 中 | 中〜高 | 中 | 複雑形状、中肉部品 |
| シリコン(LSR注型) | 高 | 高 | 高 | 低〜中 | 耐熱部品、医療用シール |
射出成形機の違い(竪型/横型・油圧/電動)
一言で射出成型機とっても射出方向や射出方式、そして動作方式によって様々な組み合わせが存在します。
まずそれらの違いについて解説します。
竪型/横型射出成形機
射出成形機といえばほとんどのケースで竪型射出成形機が使われており、小型(40トン程度)から大型(1000トン以上)まで幅広いサイズの設備があります。
竪型は字の通り垂直方向に射出ユニットが設置させれておりゴムを上から押して下にある金型に注入するのが竪型射出成形機です。
では横型はどの様な設備なのか?
横型は水平方向に射出ユニットを取り付けて右から左、または左から右方向にゴムを押し出す射出機です。横型射出成型機は主にOリング生産に使われており、
型が開放すると重力落下で製品を取り出すことができ、生産効率が高められるのが特徴です。金型は垂直方向に設置するため厚みがある製品や複雑な製品は型締の関係で対応が難しくなります。
比較的使われるサイズは縦型同様100-200トンサイズです。
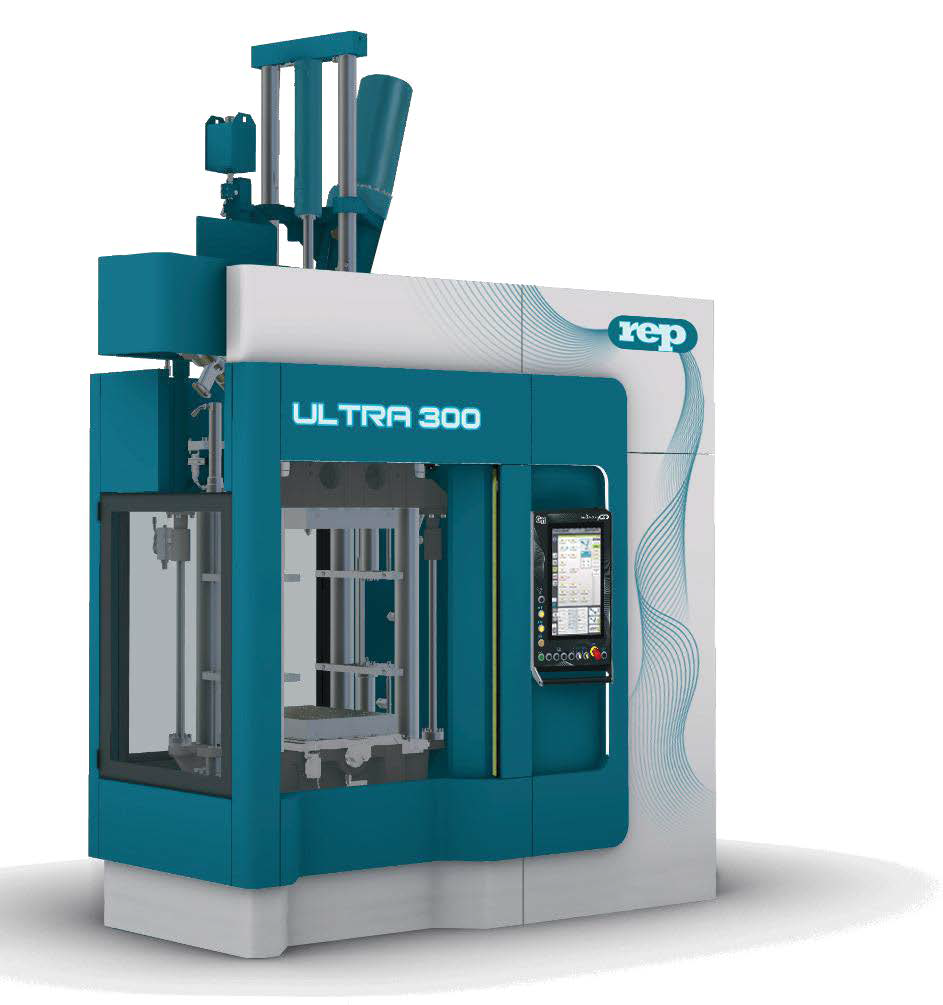
REP社製竪型射出成形機G11 Ultra300
油圧/電動
大きな保持圧が長時間必要となるゴムの成形では今も油圧作動が多く使われており、ここ最近電動の設備が販売されています。
電動化の大きなメリットは再現性の高さ、高速化、それによる量産効率の向上、そして型締などを油圧ではなくサーボ制御にすることで油による金型汚染などがなくなり
メンテナンス性も向上します。油漏れは油圧設備にとってのアキレス腱になるため電動化は大きなメリットとなります。
ですがよりパワーを要する大面積、そして竪型には応用されておらず、現状は横型射出機のみ電動化がラインナップされています。

REP社製電動横型射出成形機EPGシリーズ
EPGについてはこちらをクリック。竪型射出成形機構造の違い(FIFO/FILO)
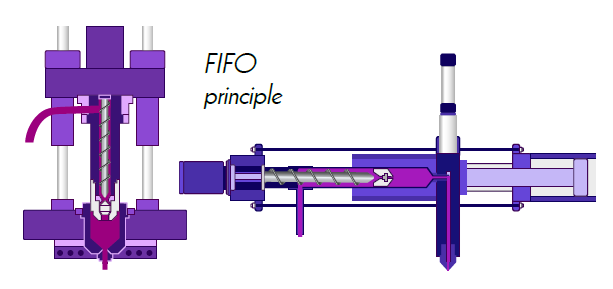
FILOとFIFOは射出ユニット内のゴムが流れる順番を示した頭文字でFirst In Last Oout、先入れ後出し。FIFOはFirst In First Out、先入れ先出しという意味です。
具体的にはスクリューで過疎化されたゴムがそのまま金型へ流れるのか(FIFO)、可塑化されたゴムが一度チャンバー内に溜まった後に金型に流し込まれるのか(FILO)の違いになります。
FIFOは樹脂の射出成型をベースとし設備単価が安い傾向があります。
違い①構造の違い
FILO式は過疎化されたゴムが一度プランジャー内部に溜まった後にピストンで押し出される仕組みです。そのため最初に入ったゴムが最後に排出されます。
FILOは基本的にプランジャーとスクリューが一体化しており過疎化と同時にゴムが次々と押し出されていきます。
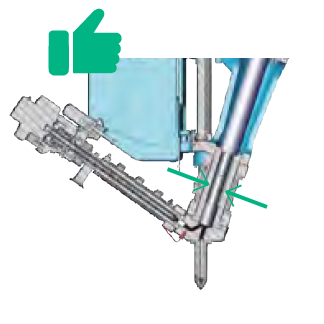
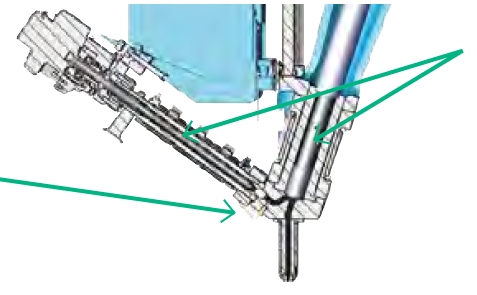
REP社製射出ユニット、FILOスタイル。
スクリューとプランジャー(ピストン)が分離式。
FILO方式の動きがわかる動画になります。
違い②射出量精度
FIFO式は一体構造のためゴムを押し出すピストン径が大きくなってしまいます。ピストン径が大きい分同じストロークでも押し出されるゴム量がFILOよりも多く制御がしにくくなります。
FILO式は分離構造のためピストン径を小口径化できるため、押し出すゴム量を細かく制御することが可能です。
同じ1㎝ピストンが動くだけでも径が大きければその分多くのゴムが押し出される。
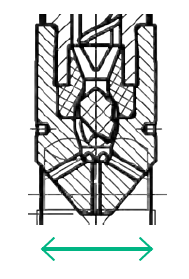
径が大きい
径が小さい
違い③ゴムの流れ
一般的にはFIFO方式はゴム替えが容易といわれますが、実際にはしっかりと入れ替わることがなくゴムが残り続けてしまいます。その結果古いゴムが射出機内に残り続け、俗にいうスコッチリスクが発生してしまいます。
FILO(REPの場合)各ゴムがFIFOよりもしっかりと入れ替わっており、古いゴムが射出機内部に残るリスクを低減しています。
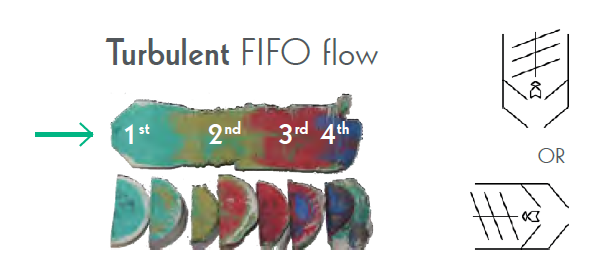
FIFO式:色が混ざり合っています。
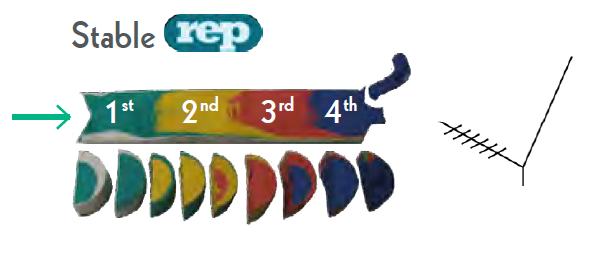
FILO(REP)
ゴムの境目がしっかりとしています。
違い④型締品質
違い②でふれたようにFIFO式はピストン径がFILOよりも相対的に大きくなるため、上面金型のゴム注入口の径も大きくなってしまいます。その結果として型締時の応力によって
密閉度がさがり例えばフラッシュなどが発生しやすくなります。
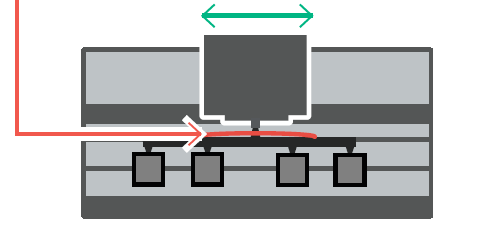
ピストン直下に隙間が生じやすい。
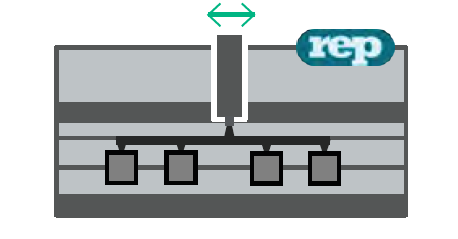
隙間が生じにくい。
違い⑤温度制御
FIFO式は構造的にスクリュー、プランジャー、ピストンが基本的に一体構造なのでそれぞれを独立して温度制御することが難しい。その結果最適な温度で射出することができず、加硫時間短縮できない原因となります。
FILO式はより正確に各部位の温度を制御できるため金型注入直前まで最適な温度を維持することができます。
スクリュー、ピストン、ノズルと個別に温度制御ができる。
FIFO/FILOまとめ
方式違いをまとめた表になります。優劣をつけるために「〇×」を使用しています。評価は当社基準です。
| 方式 | 価格 | 精度・品質 | 生産性 |
|---|---|---|---|
| FIFO | 〇 | × | × |
| FILO | × | 〇 | 〇 |
まとめ:目的別選定チェックリストと次のアクション
ここまでのポイントを踏まえ、まずは用途と求める性能、予定生産数、目標単価を明確にしてください。
次に材料候補を決め、それに対して成形法の技術適合性と金型費用の見積りを行います。
試作で実際の収縮率や表面性状を確認し、量産判断と外注先選定へと進むのが実務的な流れです。
以下の早見表は意思決定の補助として活用してください。耐久性や量産性、精度要求など主要観点でおすすめ成形法を簡潔に示しています。
最終判断は必ず材料試験と試作による実測データで裏付けてください。
| 目的 | 推奨成形法 | 主な理由 |
|---|---|---|
| 高精度・小物大量生産 | 射出成形 | 高精度・自動化により、製品単価の低減が可能です。 |
| 長尺・ホース類 | 押出成形 | 連続生産に最適で、金型費を低く抑えられます。 |
| 小ロット・大型 or 試作 | コンプレッション成形 / 切削 |
初期投資が抑えられ、柔軟な設計変更に対応可能です。 |
この記事を書いた人
株式会社ケー・ブラッシュ商会 営業部3課 マネージャー 杉本 圭
1981年生まれ 神奈川出身。入社以来20年以上表面処理機の営業を担当。様々な依頼とテストこなし表面処理の知識を日々習得中。
2014年からはゴムの射出成形機(REP社製)も担当中。
釣りにキャンプにツーリング、アウトドア系の趣味が多い。この度狩猟も始めた新米ハンター。
当面の目標は獲ったイノシシ肉でソーセージとチャーシューを作ること。