この記事は、20年以上現場でテストを重ねてきたプロが解説します
本記事は、株式会社ケー・ブラッシュ商会にて20年以上にわたり表面処理機の営業および自社デモ機でのテスト実績を積んできた担当者が執筆しています。メーカーのカタログスペックだけではわからない現場のリアルなノウハウや、確実なROI(投資対効果)の考え方を交えて、本当に役立つ一次情報をお届けします。
目次
- 基本原理:プラズマの発生と反応・分解のメカニズム
- 大気圧プラズマと真空プラズマの違い
- 代表的なガス:アルゴン・酸素・水素の使い分け
- 用途と効果(材料別・塗装・接着改善)
- 装置と製品ガイド:種類と選び方
- プロセス設計:最適化で効果を高める
- 評価手法:表面評価・汚れ除去の試験
- プラズマ洗浄でよくある失敗・トラブルと対策
- メリットとデメリット・導入コスト・安全管理
- まとめと今後の技術動向
基本原理:プラズマの発生と反応・分解のメカニズム
プラズマはガスに高電圧や高周波または高温などによりエネルギーを与え、電子とイオン、ラジカルなどの活性粒子が生成された第四の状態です。 これらの活性種は表面の有機物中のC-HやC-C結合と反応して酸化や切断を引き起こし、最終的にCO2やH2O等の揮発性物質として除去されます。
大気圧プラズマと真空プラズマの違い
大気圧プラズマは真空装置が不要でラインへの組み込みや非破壊局所処理が容易な点が利点です。 一方、真空プラズマはチャンバー内で均一なプラズマ環境を作りやすく、制御性や再現性が高いため精密洗浄や半導体工程で多く使われます。 用途やスループット、ワークのサイズに応じて選択するのが一般的です。
| 比較項目 | 大気圧プラズマ | 真空プラズマ |
|---|---|---|
| 装置構成 | 簡易でライン組込が容易 | 真空チャンバーと排気設備が必要 |
| 処理均一性 | 局所処理に向くが広面は課題 | 均一処理が得やすい |
| スループット | 高いことが多い | 処理待ち時間が生じやすい |
| 導入コスト | 比較的低め | 高め |
代表的なガス:アルゴン・酸素・水素の使い分け
酸素(O2)プラズマ
有機物の酸化分解に優れています。表面の油分や有機残渣を反応させ、CO2やH2Oなどのガスに変換して完全に除去します。
アルゴン(Ar)プラズマ
エネルギー伝達が効率的で、アルゴン原子が直接表面をたたく「スパッタ効果」を利用します。酸化を避けたい金属表面の前処理に最適です。
還元雰囲気(H2混合など)
金属表面の酸化膜を除去(還元)する際に使用されます。非常に効果的ですが、可燃性ガスを扱うため、厳重な安全対策と設備が必要です。
材料別の対応例:金属・樹脂・半導体での効果と製造適用
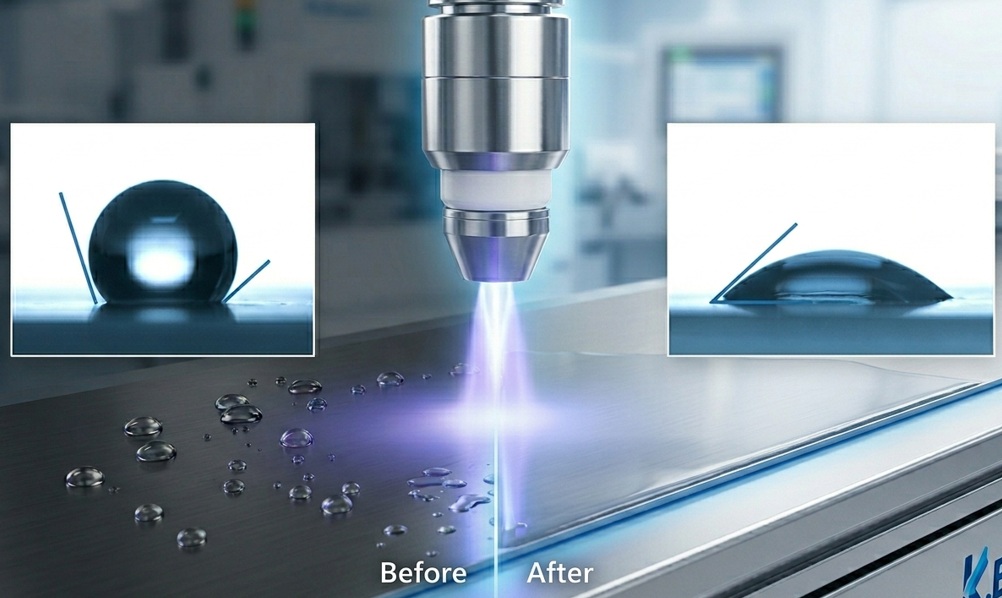
金属では酸化膜の除去や表面活性化によりはんだ付け、ワイヤーボンディング、接合性が改善されます。 樹脂素材では一般に親水化や極性基導入による接着性向上が期待でき、プラスチック部品の塗装前処理として有効です。 半導体分野ではレジスト除去などで高い精度が求められ、真空プラズマが多用されます。
塗装・コーティング前処理と接着改善
塗装やコーティングの前にプラズマ洗浄を行うことで、下地に残る油や微粒子を除去し、密着性や膜厚均一性の向上が期待できます。 また、プラズマで導入した官能基が塗膜や接着剤との化学的結合を助け、長期耐久性や環境耐候性の改善にも寄与します。 生産ラインに組み込んで連続処理することで歩留まりや工程時間の短縮も可能です。
装置と製品ガイド:プラズマ洗浄機・クリーナーの種類と選び方
プラズマ洗浄装置は処理方式や用途に応じて多様なタイプが存在しますが、選定では処理対象、スループット、導入スペース、運用コスト、安全性を総合的に評価する必要があります。 小型の卓上タイプからライン統合用のロボット適合装置、真空チャンバー型まで幅広く、メーカーごとの制御性やサポート体制も比較項目になります。
装置の分類:大気圧装置、真空チャンバー型、ライン装置の違い
用途に合わせた3つのタイプ
大気圧装置
既存の生産ラインへの導入や、後工程での処理に最適です。ワークを真空にする必要がないため、非接触での高速処理が可能です。
真空チャンバー型
高い再現性と処理の均一性が求められる用途で強みを発揮します。半導体や電子部品、高度な精密部品の洗浄に多用されます。
ライン装置
コンベアや多関節ロボットとの統合を前提とした設計です。スループット(生産能力)重視の環境において、自動化による効率化を実現します。
選定チェック:価格・サイズ・対応ワーク・導入の必要性と実現性
メンテナンスと安全機能:装置運用で見る注意点
プラズマ装置は電源、ガス供給、排気、真空ポンプ(真空型の場合)などの定期点検が必要で、消耗部品の交換周期を含めた運用計画が重要です。 安全機能としては過電流保護、ガス異常検知、排気監視、インターロックなどが必須であり、特に還元ガスや可燃性ガスを使う場合は二重の安全対策が必要です。
※ガス管理に関する詳しい事は付き合いのあるガス会社様へお尋ねください。弊社では日本国内でデモ機を用いたテストから導入後のアフターフォローまで一貫して行っております。
プロセス設計:温度・ガス・モード最適化で洗浄効果を高める
効果的なプラズマ洗浄には温度、ガス種、処理時間、パワー密度など複数要因の最適化が必要です。 プロセス設計では対象材料の耐熱性や反応性を踏まえつつ、目的(洗浄、親水化、エッチング)に応じて最適な条件を決定します。
※導入前に弊社のデモ機を用いて様々な条件比較が可能です。初回のサンプルテストは無償で対応しております。
温度と処理時間の影響:材料評価と強度への配慮
プラズマ処理は一般に低温で行えますが、処理中の表面温度上昇や長時間処理による基材劣化のリスクがあります。 特に樹脂材料は高温で変形や内部応力の発生があるため、温度監視と短時間での効果確保が重要です。 接着強度や機械的特性への影響を事前に評価し、許容範囲を超えない条件を設定してください。
評価手法:表面評価・汚れ除去の測定と試験
効果評価には接触角測定や試薬による親水化評価、XPSやFTIRによる化学組成分析、表面粗さ計測、接着強度試験、SEM観察などが用いられます。一般的にXPSやFTIRなどは高額な専用設備が必要となるため、現場レベルでは簡易的ですがすぐに判断できる濡れ試薬や接触角計による表面状態確認が一般的に行われております。
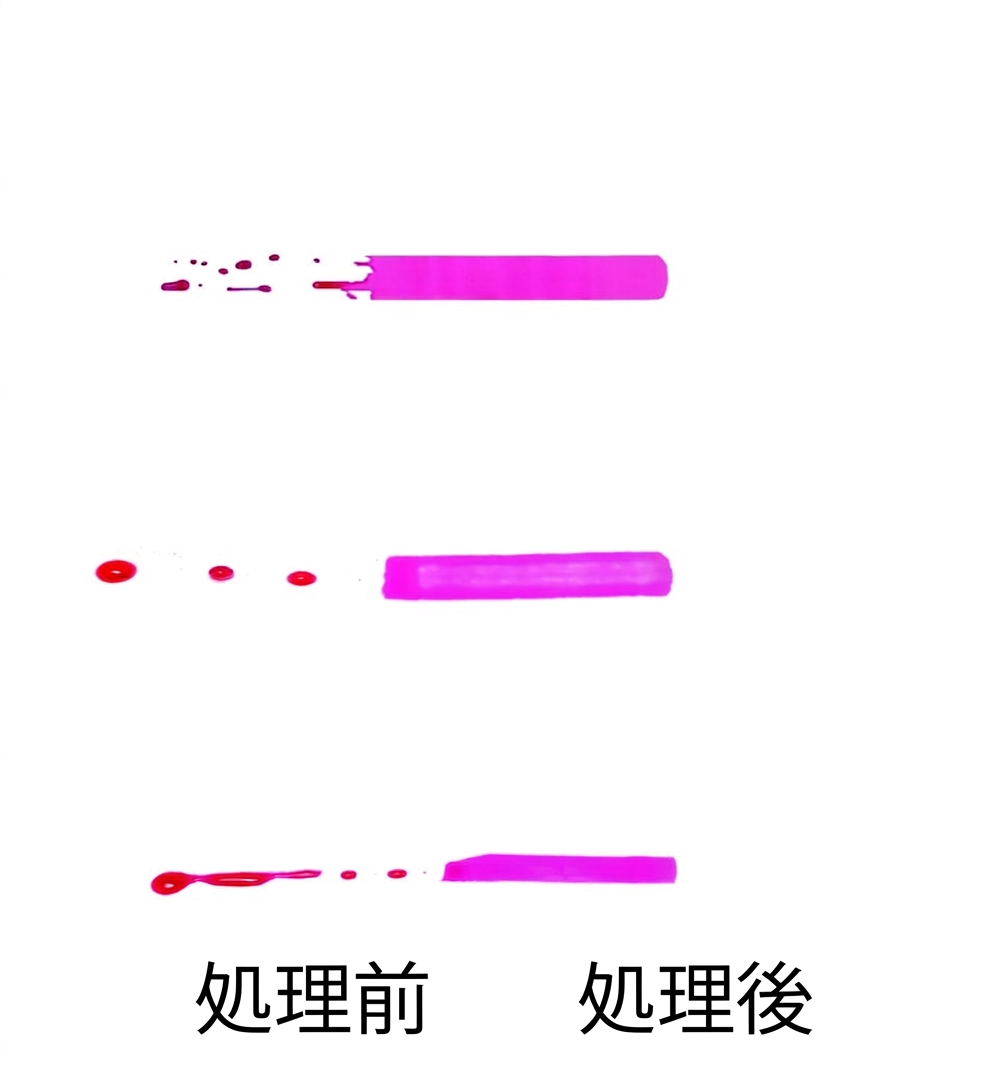
左:プラズマ処理前(弾く) / 右:プラズマ処理後(濡れ広がる)
プラズマ洗浄でよくある失敗・トラブルと対策
1. オーバートリートメント(処理のしすぎ): 処理しすぎると逆に表面が熱劣化したり、分子鎖が切断されすぎて接着力が落ちてしまうことがあります。最適なタクトタイムの算出が必須です。
2. 経時変化(効果の失効): プラズマで親水化された表面は、時間とともに元の状態に戻ろうとします。処理から次工程(接着・塗装)までの制限時間を現場で厳格にルール化する必要があります。
まずはサンプルテストから
実際のワークでプラズマ処理の効果を確認できます
貴社のワークをお持ち込みいただき、専門エンジニアが処理条件を診断。
導入前に効果を数値で実証。確信を持って次のステップへ進めます。
※ 押上分室にてデモ対応しております。お気軽にご相談ください。
20年の現場経験に基づくプラズマ洗浄でできないこと
多量の油分除去について
工作油や離型剤が多量に付着している場合、プラズマ単体では完全に落としきることは不可能です。 「湿式脱脂(事前の粗洗浄)+ 仕上げのプラズマ」が実務上の正解です。
皮脂汚れ(指紋)の難易度
指紋などの皮脂は非常に落としにくい汚れです。 安易な高速処理では残留のリスクが高いため、処理条件(出力・タクト)の厳密な検証、あるいはハンドリング時の付着防止対策が必須となります。
メリットとデメリット:企業が判断するための要点
導入により接着不良や剥離の低減、コーティングの均一化、微細加工精度の向上など具体的な品質改善が期待できます。特に、従来の溶剤洗浄から「ケミカルフリー」なプラズマ洗浄へ移行することで、VOC(揮発性有機化合物)排出量の大幅削減や廃液処理コストの削減を実現でき、SDGsやカーボンニュートラルを推進する現代の製造業において強力なアピールポイントとなります。
デメリットと制約
初期投資やガスコストが発生するほか、一部材料では表面損傷や物性変化のリスクがあります。また、処理速度や均一性の面で工程要件に合わない場合はボトルネックとなることがあり、スループット要件の確認が重要です。
安全面の留意点と規制対応
適切な換気・排気設備、ガス検知器、インターロックを設置することが求められます。導入前にリスクアセスメントを実施し、JISや国際規格に沿った手順を確立してください。
日本産業衛生学会: https://www.sanei.or.jp/files/topics/oels/kyoyou_2.pdf
導入コストと運用:プラズマ洗浄機の価格・運用費
小型機なら数十万円から、ライン装置や真空チャンバー型は数百万円〜数千万円と幅があります。ランニングコストはガス(酸素、アルゴン、還元ガスなど)、電力、消耗部品(電極、シール類)、定期メンテナンス費用が主な項目です。短期的なコスト削減だけでなく、長期的な品質改善とブランド信頼の向上も考慮に入れて総合的に判断してください。
まとめと今後の技術動向
プラズマ洗浄は品質向上と環境負荷低減を両立する有力な技術です。導入にあたってはプロセス評価、コスト試算、安全対策の整備が重要です。弊社では導入のための試作検討段階から貴社の用途に合う設備、条件などを一緒に見つけるお手伝いをさせていただきます。
まずはサンプルテストから
実際のワークでプラズマ処理の効果を確認できます
貴社のワークをお持ち込みいただき、専門エンジニアが処理条件を診断。
導入前に効果を数値で実証。確信を持って次のステップへ進めます。
※ 押上分室にてデモ対応しております。お気軽にご相談ください。