製造現場における製品の品質向上や新素材への対応において、フレーム処理機(火炎処理機)は非常に重要な役割を果たします。単なる「火を当てる装置」ではなく、科学的な表面改質を行う精密機器としての側面を、「なぜプラズマやコロナではないのか?」この視点から導入検討に役立つ形で徹底解説します。
目次
導入前に押さえる基礎知識:フレーム処理機とは何か
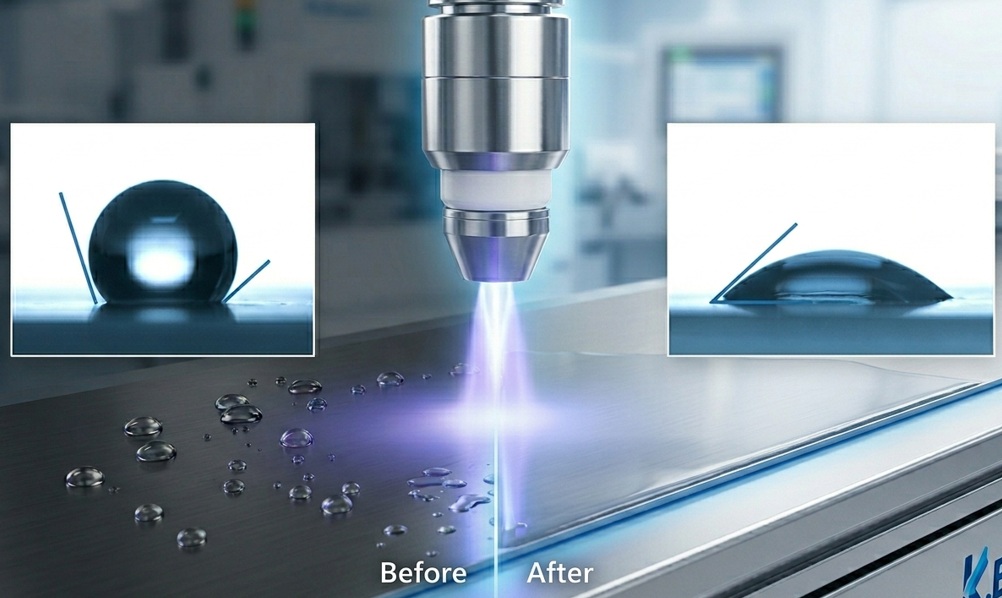
フレーム処理とは、ガス燃焼によって発生する高温の火炎を対象物に照射し、表面の化学構造を変化させる手法です。
フレーム処理と表面処理の違い
他の処理方法と比較して、フレーム処理は「立体的で複雑な形状」や「高速ライン」に適しています。ここが大きな特徴です!
■ 表面処理方法の比較(フレーム・コロナ・プラズマ)
| 処理方法 | 原理 | 特徴・メリット | 適した材料 |
|---|---|---|---|
| フレーム処理 | 炎による 酸化反応 |
|
樹脂、ガラス、 金属、紙 |
| コロナ処理 | 高電圧放電 |
|
フィルム、紙 |
| プラズマ処理 | 高電圧放電 |
|
電子部品、基板 |
フレーム処理の主な用途と効果
■ 印刷・接着等前処理:
PP(ポリプロピレン)などの難接着樹脂へのインク密着性向上。
■ バリ取り:
成形時に発生した樹脂バリや製紙工程で発生する毛バリを熱の力で溶かすことでバリを除去する。一部のプラズマでは可能ですが与えられる熱量の関係でバリ取り用途ではフレーム処理が使われます。
■ 加熱:
一度に強いカロリーをあたることで表面温度を一気に上げる。主に金属分野で使用される。
導入までのステップ(調査〜稼働)
導入に失敗しないためには、事前の【サンプル試験】がすべてと言っても過言ではありません。
最適な表面処理を選定するための「事前調査」
お客様から「フレーム処理をしたい」「プラズマ処理をしたい」とご指定いただくケースでも、詳細を伺うと別の手法がより低コストで効果的である場合があります。
▼ まずは以下の3点を明確にすることが重要です
- どのような材質か?(PP、PE、金属、ガラスなど)
- どのような形状か?(平面、3次元の凹凸、筒状など)
- 最終的にどうしたいか?(接着、塗装、コーティングの密着性向上など)
特に、以下の条件に当てはまる場合は、フレーム処理を第一候補として検討すべきです。
※条件が重なる場合は、フレーム処理が最も投資対効果(ROI)が高くなる可能性が極めて高いです。
サンプル試験
実際に処理を行い、濡れ性(ダインペン等)や接着強度を数値化。濡れ性が上がっても接着強度と比例しないケースがあり、実際の接着剤や塗料で効果を確認することがとても重要です。テストでは距離、速度、出力などを変えて最適な条件を探します。
仕様確認
最適な条件がわかったらそれを実際の製品サイズに対応させるため、必要な処理幅(mm単位)や、燃焼制御(機械制御か電気制御)の仕様決定します。
据付・調整
据付完了後、炎の距離や速度を微調整し、テスト結果に近い状態が出るように今までの経験から現場に合わせた調整を行います。
機種・モデル選定のチェックポイント
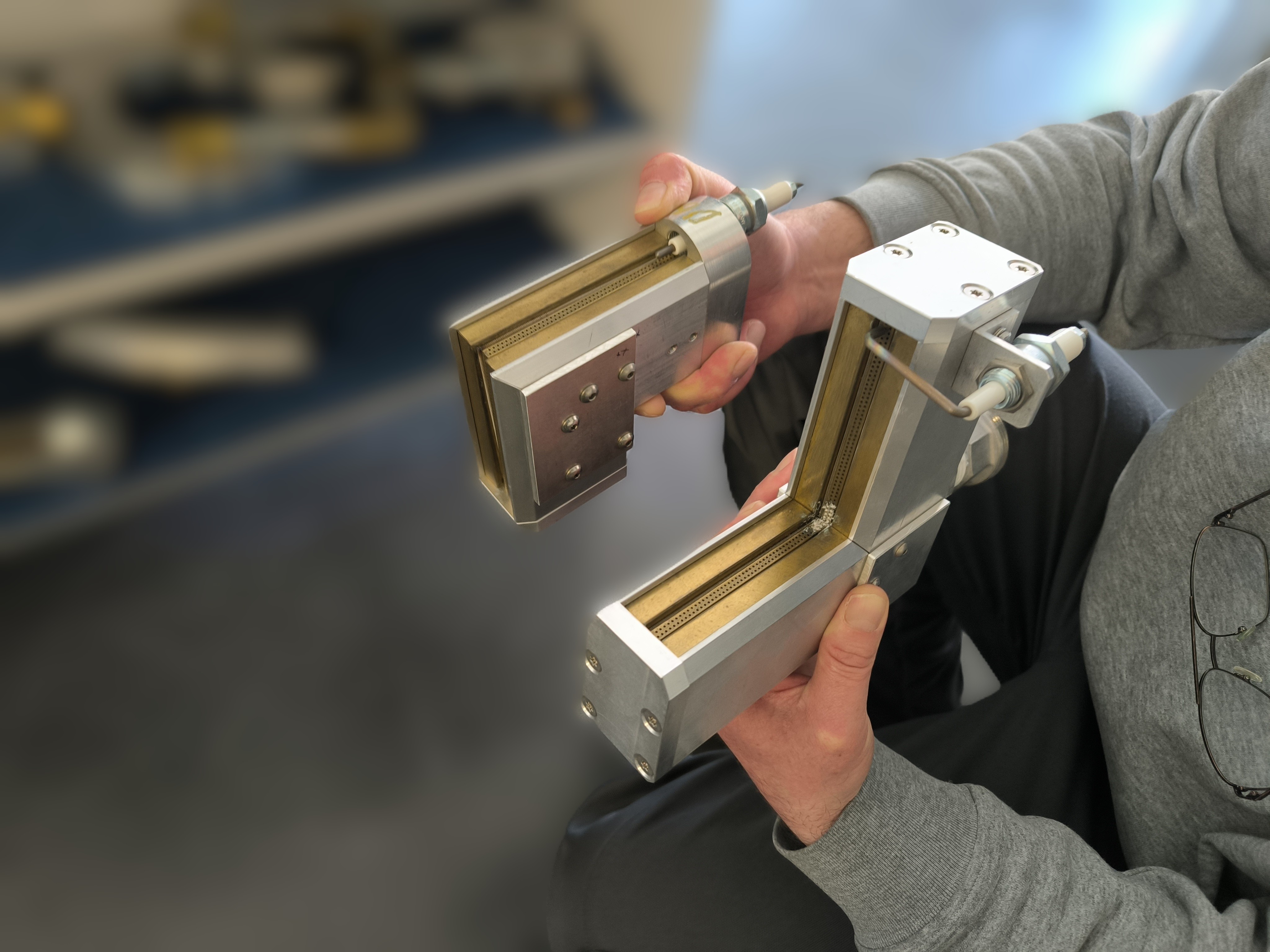
バーナー構造
ハイカロリーバーナーか通常バーナーか、固定式かロボットアーム搭載型か。
バーナーの詳しい紹介はこちらをクリック!
発信機
機械制御方式か電気制御かまたはハイブリッド式か。リアルタイムの数値を追いたい場合は電気式かハイブリッド式、価格優先であれば機械式を推奨します。
発信機の違いはこちらのブログをチェック!

コスト試算とROI(投資対効果)
費用内訳
初期費用(イニシャルコスト)
本体、自動制御システム、据付工事、消防対策。弊社からは本体部分のみの支給となります。自動化の制御関係に関してはできる範囲で相談に乗らせていただきますので、お気軽にお尋ねください。
運用費(ランニングコスト)
ガス代(都市ガス/LPG)、電気代、消耗品(電極等)。フレーム処理機は大掛かりな定期メンテナンスは必要とせず、日常の最低限度の点検をしていただければ長くお使いいただけるほど信頼性が高い設備です。
回収シミュレーション例
フレーム処理のランニングコスト(試算例)
1㎡のエリアを処理する場合のコストシミュレーションです。
【計算条件】
- 処理範囲: 1㎡(200mm × 1,000mm のエリアを5回繰り返し処理)
- 使用機器: 200mm幅バーナー
- 処理速度: 400mm/sec(十分な濡れ性を確保可能な標準速度)
- 単価仮定: LPG 600円/kg、電気代 30円/kWh
単純処理時間
12.5 秒
推定ガス代
約 20 円
推定電気代
0.1 ~ 2 円
※現場の知見:
400mm/sec前後の速度設定は、弊社の豊富な導入実績において、多くのワークで十分な濡れ性(表面自由エネルギーの向上)を確保できている極めて実用的な数値です。
導入後の運用とトラブル対応
今までの経験から導入後に起きたトラブルに関して一部ご紹介します。
導入事例と比較検証
印刷・樹脂業界
自動車用大型樹脂部品において、従来はプライマーを使っていたのをフレーム処理機に置き換えることでランニングコストが大幅に削減され、設備投資金額を1年で回収することができた。またプライマーの維持管理の手間や作業者の健康被害も軽減できた。
最後に
フレーム処理機は高い生産性と安定性を誇り、導入以来致命的なトラブルもなく数多くの生産現場にてご使用いただいております。また頻度の高い消耗品は弊社にて常備しており迅速な出荷体制を整えていることもお客様にご評価いただいております。
生産現場の高効率化のために是非フレーム処理機をご検討ください。
サンプル作成のための試作テストは常時受け付け中です。
まずはサンプルテストから
実際のワークでフレーム処理の効果を確認できます
貴社のワークをお持ち込みいただき、専門エンジニアが処理条件を診断。
導入前に効果を数値で実証。確信を持って次のステップへ進めます。
※ 押上分室にてデモ対応しております。お気軽にご相談ください。
どの様にフレーム処理サンプルを作成するのかはこちらのブログで紹介中!
この記事を書いた人
株式会社ケー・ブラッシュ商会 営業部3課 マネージャー 杉本 圭
1981年生まれ 神奈川出身。入社以来20年以上表面処理機の営業を担当。様々な依頼とテストこなし表面処理の知識を日々習得中。
2014年からはゴムの射出成形機(REP社製)も担当中。
釣りにキャンプにツーリング、アウトドア系の趣味が多い。この度狩猟も始めた新米ハンター。
当面の目標は獲ったイノシシ肉でソーセージとチャーシューを作ること。