この記事はプラズマ処理を用いた接着性改善に関心のある技術者、品質管理担当者、研究者、製造業の管理者を対象としています。
接着不良の原因、プラズマ処理の原理、実践的なプロセス設計、評価手法、量産導入時の注意点までを実務で使える視点でわかりやすく解説します。
具体的な前処理手順や素材別のポイント、トラブルシューティングも盛り込み、現場で直ちに活用できる実践テクニックを伝授します。
目次
接着性改善の重要性とプラズマ処理で学ぶ価値
接着性の改善は製品の信頼性・耐久性・外観を左右する重要工程です。
接着が不十分だと剥離や耐久低下に直結し、コスト増やリコールの原因になります。
プラズマ処理は非接触で短時間に表面を改質できるため、多品種少量や工程統合が求められる現代の生産現場で有効です。
プラズマを理解することで、従来の化学処理や機械的粗化だけでは得られない均一な濡れ性改善や官能基導入の利点を活かせます。
接着とは?接着剤の原理・メカニズムを簡単に解説
接着は被着体表面と接着剤の間に形成される機械的係合、物理吸着、化学結合、分子間力など複数の相互作用によって成り立ちます。
基本的には濡れ性が良く、界面に隙間が無いことが第一条件であり、表面エネルギーの差や官能基の有無が化学的な結合力を左右します。
接着剤側の高分子鎖移動性や硬化挙動も接着強度に影響するため、材料・環境・工程条件を総合的に設計する必要があります。
接着性改善が求められる背景と不良事例
接着性改善が求められる主な背景には、軽量化で樹脂や低表面エネルギー材料が増加したこと、機能性アップを目的とした異種材料接合の拡大、自動化・高速化による工程の短縮があります。
不良事例としては、被着材の表面汚染による濡れ不足、低表面エネルギー材料の接着不良、塗膜下のピンホール発生などが挙げられます。
これらは製品寿命や安全性に直結するため早期の原因究明と対策が重要です。
プラズマ処理が有効な理由:物理的・化学的改質の概要
プラズマ処理は高エネルギーのイオン、ラジカルを使って表面を物理的にクリーニングし、同時に化学的に官能基を導入します。
これにより表面エネルギーが上昇し濡れ性が改善、接着剤が界面に広がりやすくなります。
さらに場合によっては微小な表面粗化による機械的係合も期待でき、溶剤や腐食性薬品を使わず短時間で処理できる点が工業的に大きなメリットです。
プラズマ処理の基礎知識
プラズマ処理を適用するには、処理対象、処理速度、ライン統合性、安全性、運用コストを含めたシステム選定が重要です。
大気圧プラズマは真空装置が不要でインライン化しやすく、フィルムやロール材にも適用しやすい利点があります。
一方でプラズマ源の種類やガス組成、電力密度によって改質効果が大きく変わるため、試作評価と工程内での再現性確認が必要です。
大気圧プラズマとは:原理・装置概要と発生させる要因
大気圧プラズマは低温で大気圧下において発生する部分的に電離した気体であり、コロナ放電、誘導結合プラズマ、グロー放電などの方式があります。
原理的には高電界により気体分子が電離し、電子・イオン・励起種・ラジカルを生成します。
装置は高電圧発生器、放電ヘッド、供給ガス制御系からなり、放電ギャップ、電力、ガス流量が主な制御因子です。
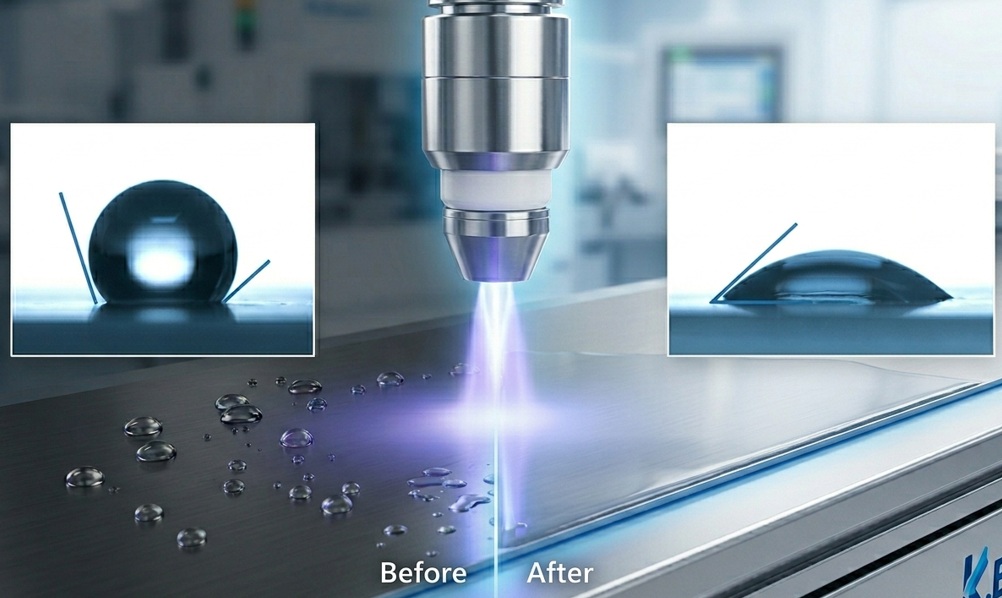
表面改質のメカニズム:接触角変化・濡れ性向上・官能基付与
プラズマ処理により表面の極性が増し水の接触角が低下して濡れ性が向上します。
さらに酸素プラズマではカルボニル基やヒドロキシル基などが導入され、接着剤との相互作用が強化されます。
処理直後が最も効果が高く、時間経過で再汚染やエイジングにより接触角が戻る場合があるため、処理後の工程時間管理が重要です。
実践テクニック:接着性改善のプロセス設計と選定基準
実践では「何を」「どの程度」「いつ」処理するかを明確に設計する必要があります。
処理前の清浄度、用途に応じたプラズマガス選択、処理時間・出力の最適化、処理後の工程遅延管理、評価手法の定義を含めた品質基準を設けると量産での安定性が高まります。
設備の保守、ガスコスト、安全対策も含めた総合的な選定基準を用いるのが実務的です。
前処理の正しい使い方(洗浄・除去・乾燥)と効果確認方法
前処理では埃・油分・離型剤の残留を確実に除去することが接着性向上の基本です。
洗浄は溶剤、界面活性剤、超音波洗浄などを素材特性に応じて選び、乾燥条件は水分残留を避けるため適切な温度と時間を設定します。
効果確認は濡れ試薬(ペン&インク)、接触角測定、表面分析(XPS、FTIR)、簡易的にはテープ剥離試験で評価し、処理前後での定量比較を行います。

テストインクで評価する一例。インクのはじきで処理前後の状態を把握できる。
インクの仕様に関する詳しい記事はこちら。
素材別の注意点:材質ごとの改質方法
素材ごとの表面特性に合わせた処理が必要です。
ポリプロピレン(PP)やポリエチレン(PE)は低表面エネルギーで導電性が低いため高エネルギーのプラズマや前処理プライマーが有効です。
シリコンゴムはプラズマで官能基導入が可能ですが一般的な樹脂とは性質が異なるため、接着剤選定などは注意を払う必要があります。
金属は酸化膜や油膜除去、表面粗化が有効で、プラズマは脱脂と微細クリーニングに向きます。
※プラズマ処理の前に多量に付着した油分はウェット処理などにより除去しておく必要があります。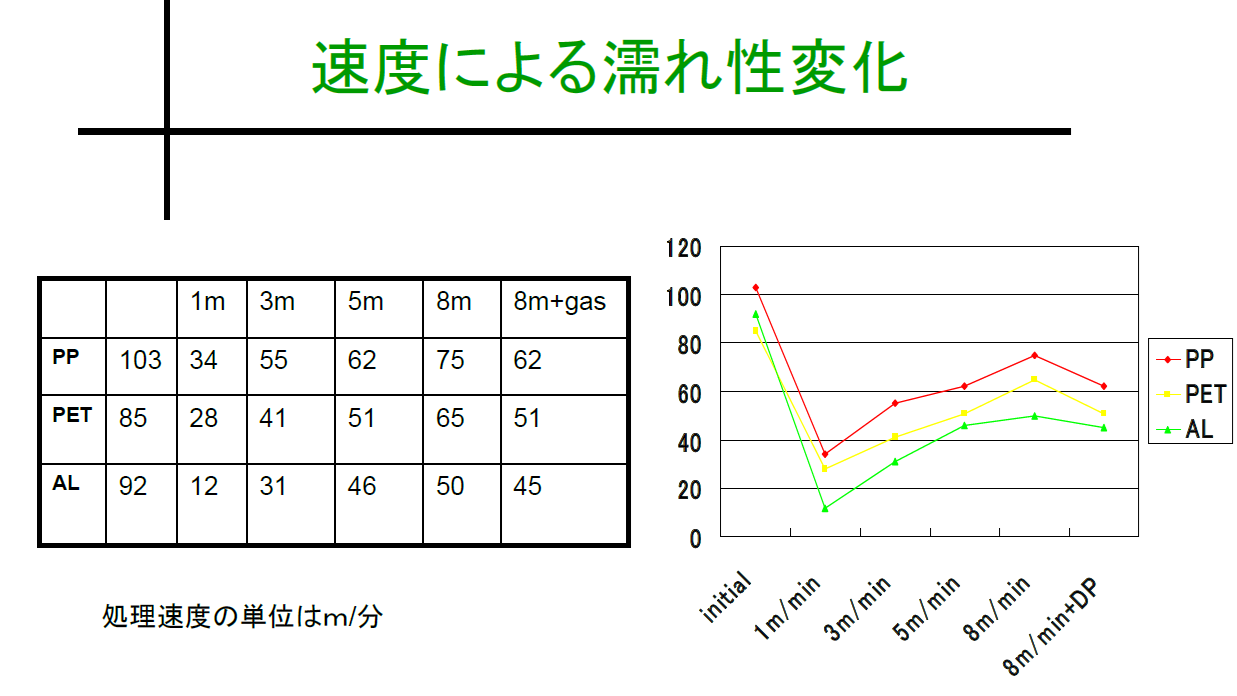
PP,PET,アルミへのプラズマ処理データ。しっかりと照射することで確かな改善が見込める。
□ 処理条件の決め方:処理時間・出力・形状・工程での調整ポイント
処理条件は試験的に出力・ガス流量・処理時間を変えながら接触角や剥離強度で最適点を探索します。
長時間処理は過剰酸化や素材損傷のリスクがあるため注意が必要です。
形状では凹部など3次元形状の箇所は処理しにくさを考慮し、スキャン方式や複数ヘッドの配置を工夫します。
工程内での搬送速度や加熱との組合せも評価項目です。
まずはサンプルテストから
実際のワークでプラズマ処理の効果を確認できます
貴社のワークをお持ち込みいただき、専門エンジニアが処理条件を診断。
導入前に効果を数値で実証。確信を持って次のステップへ進めます。
※ 押上分室にてデモ対応しております。お気軽にご相談ください。
工業応用事例で学ぶ接着性改善の効果と評価方法
工業応用では実使用条件下での接着性能と長期信頼性が重要です。
自動車、電子機器、医療機器、包装材など分野ごとに求められる基準と試験条件が異なります。
事例を通してプラズマ処理の効果を評価するには、初期接着強度だけでなく熱・湿気サイクルや化学薬品暴露試験など加速劣化試験での挙動を必ず確認することが重要です。
自動車分野の実例:剥離対策と品質向上の事例紹介
自動車部品接着では異材接合や軽量樹脂の採用が増え、接着信頼性が課題になっています。
ある実例では表面処理導入により樹脂内外装の接着不良が減少し、塗装下地の密着性が改善されたことでプライマーレスが実現できました。
処理はラインに組み込み、濡れ試薬で定量評価しており、生産歩留まりと耐久性の両面で改善が確認されています。
評価手法:接触角測定、はく離強度、長期信頼性試験による効果検証
評価には短期的指標と長期的指標の両方が必要です。
短期的には接触角測定で濡れ性の改善を確認し、はく離強度(ASTMやJIS準拠)で定量化します。
長期的には熱湿試験、塩水噴霧、疲労試験、加速エイジング試験を実施して劣化挙動を評価します。
実例として短期的な接着力は処理後しっかりと改善していたが長期試験として高温多湿環境テストでは強度が低下して剥離が発生したというケースが報告されている。
表面分析(XPS、SEM、FTIR)により処理の化学的・物理的効果を裏付けると信頼性評価が強化されます。
この記事を書いた人
株式会社ケー・ブラッシュ商会 営業部3課 マネージャー 杉本 圭
1981年生まれ 神奈川出身。入社以来20年以上表面処理機の営業を担当。様々な依頼とテストこなし表面処理の知識を日々習得中。
釣りにキャンプにツーリング、アウトドア系の趣味が多い。この度狩猟も始めた新米ハンター。