濡れ性改善による歩留まり最大化のためのガイド
Quick Summary 30秒でわかる:濡れ性改善と歩留まり最大化
POINT 1:重要性
なぜ「濡れ性」が重要か?
製品の剥離・ハジキ・印刷かすれ。これらの主因は基材表面のエネルギー不足です。ここを制御するだけで、歩留まりは劇的に改善します。
POINT 2:主要技術
表面改質の3大技術
- プラズマ: 樹脂や金属の高速ラインに
- UVオゾン: 超精密部品の最終洗浄に
- 化学処理: 長期的な密着信頼性に
POINT 3:成功の鉄則
現場で成功させる「鉄則」
- ライフタイム管理: 次工程への時間制限
- 数値化: 接触角計等での客観判定
- 条件固定: 距離・速度の再現性確保
結論: 濡れ性管理は、単なる掃除ではなく精密な表面設計です。
適切な装置導入により、廃棄コストの削減と早期の投資回収(ROI)を実現します。
目次(クリックで各章へ移動)
第1章:濡れ性改善が歩留まりに及ぼす決定的影響
1.1 製造現場における「界面」の重要性
現代の精密製造プロセスにおいて、異種材料の接合、微細なパターン印刷、あるいは数ミクロン単位の薄膜コーティングなど、あらゆる工程の成否は基材と液体の「界面」で決まると言っても過言ではありません 。製品の「歩留まり」を左右する要因は多岐にわたりますが、その中でも「濡れ性(Wettability)」の制御は、最も基本的でありながら、最も見落とされやすい不安定要素の一つです 。
濡れ性が不適切である場合、以下のような実害が直ちに発生します:
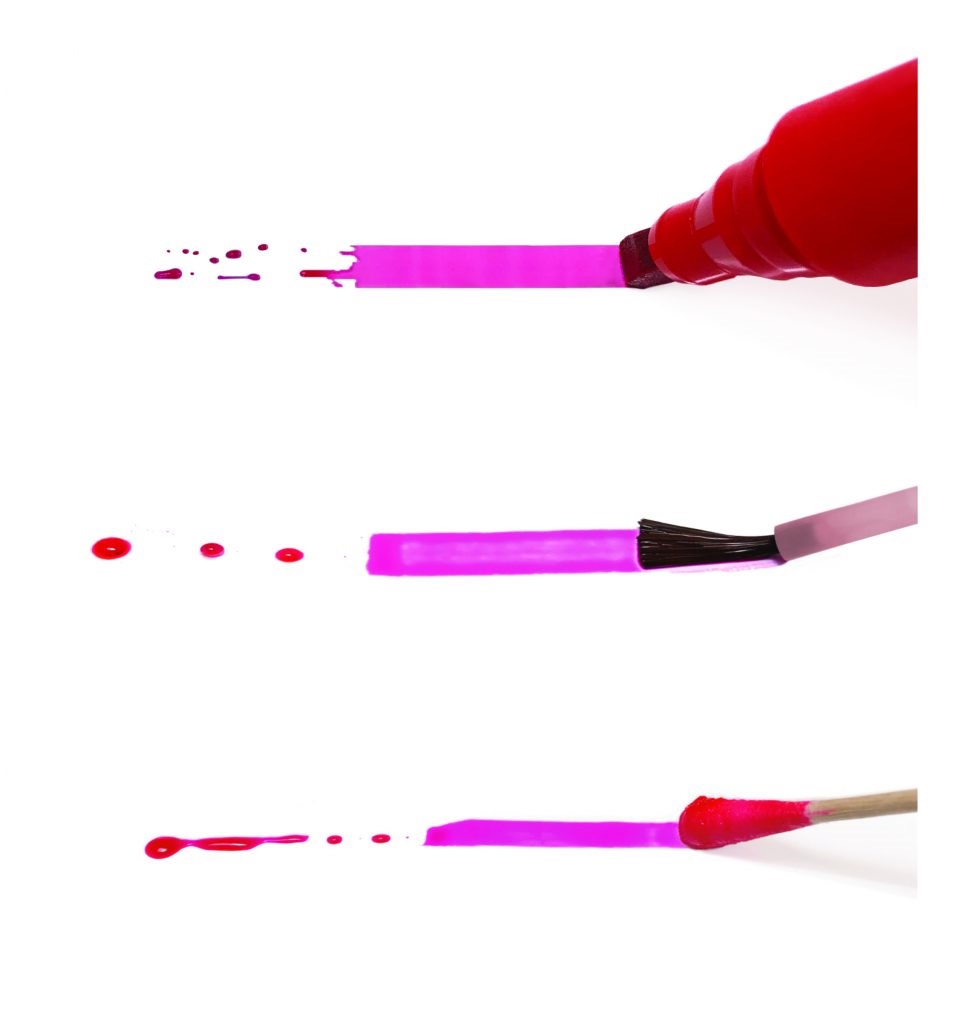
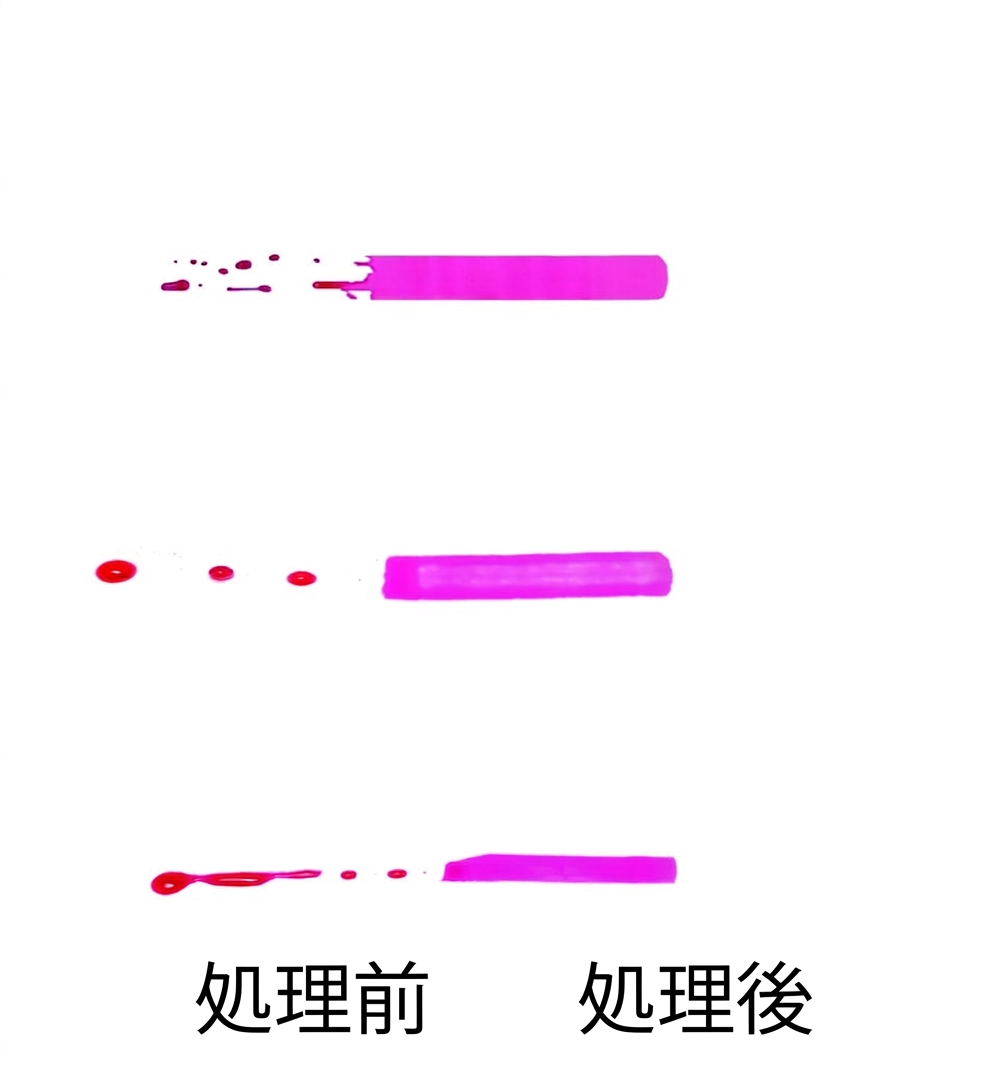
- 塗布工程における不均一: 液体が基材上で弾かれ、局所的な液溜まりや未塗布部(ハジキ)が生じる 。
- 印刷工程の欠陥: インクの乗りが悪くなり、文字や回路パターンにかすれ、にじみ、断線が発生する 。
- 接着強度の不足: 見かけ上は接着していても、分子レベルでの密着が不十分なため、後の工程や市場投入後に剥離不良を引き起こす 。
これらの不良は、再加工(リワーク)のコスト増大や、最悪の場合は全数廃棄という深刻な歩留まり低下を招きます 。
1.2 技術的判断の迅速化とこのページの狙い
現場の技術者や品質管理担当者に求められるのは、不良が発生した際に「何が原因か」を判断し、最適な対策を打つ能力です 。この記事は、現場で使える「診断手順」やプロセスに適合した「表面改質技術の選定基準」を簡易に体系化することを目的としています 。
特に、ポリプロピレン(PP)のような表面エネルギーが低い樹脂や、酸化膜・加工油の影響を受けやすい金属素材など、難加工材の取り扱いにおいて、科学的根拠に基づいたアプローチを提示します 。
第2章:濡れ性の基礎知識と物理化学的背景
濡れ性を改善するためには、「なぜ濡れるのか、なぜ弾くのか」という現象を、エネルギーの観点から定量的に理解する必要があります 。
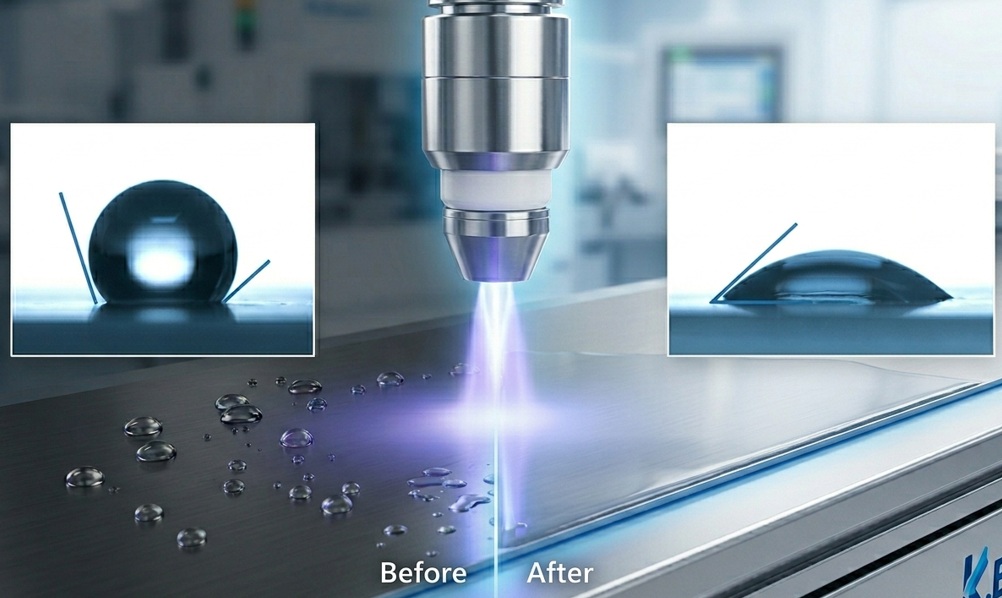
2.1 表面張力と接触角のメカニズム
濡れ性は、固体表面の「表面自由エネルギー」と液体の「表面張力」の相対的なバランスによって決定されます 。これを視覚的に評価する最も一般的な指標が「接触角(Contact Angle)」です 。
ヤングの式(Young's Equation)
固体表面に置かれた液滴の平衡状態は、以下のヤングの式で表されます:
γSV = γSL + γLV・cosθ
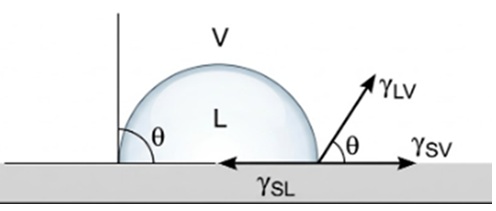
γSV:固体の表面自由エネルギー(固体と気体の界面張力)。値が大きいほど液体を引きつける力が強く、濡れやすくなります。
γSL:固体と液体の界面に働く張力。
γLV:液体の表面張力(液体と気体の界面張力)。液体が自ら縮もうとする力です。
cosθ:体表面と液滴の接線がなす角度。θが小さいほど「濡れ性が良好」と判断されます。
この数式から、濡れ性を改善(接触角θを小さく)するためには、以下の2つのアプローチが有効であることが物理的に証明されています。
- 固体側の表面自由エネルギー(γSV )を上げる: プラズマ処理やフレーム処理・オゾン洗浄などの「表面改質」によって、基材表面を活性化させます。
- 液体の表面張力(γLV)を下げる: 塗料やインクに界面活性剤などの添加剤を加え、液体側から濡れやすくします。
工業的な表面改質技術の多くは、この固体の表面自由エネルギー(γSV)を人工的に高めることを目的としています 。
2.1.1 接触角測定の限界と「超親水」の解釈
一般的な液滴法(静的接触角)において、信頼性の高い測定ができる下限値は5°〜10°程度とされています。これ以下の領域では、液滴が極めて薄く広がるため、画像解析において液滴の端(接線)を正確に特定することが物理的に困難になります。
そのため、表面処理によって接触角が10°を下回るような「超親水状態」になった場合は、数度の差異を追うよりも、10°以下=濡れ性良好(合格)と割り切るか、あるいは液体の広がり速度や面積、多液法によるエネルギー計算へ評価軸を移すことが、歩留まり管理における現実的な判断となります。
2.2 表面粗さと濡れ性の相関(Wenzel理論)
実際の製造現場における基材表面は、理想的な平滑面ではありません。物理的な「粗さ」が濡れ挙動に及ぼす影響を理解することは、サンドブラスト処理やエッチング工程の設計において極めて重要です。
Wenzel(ウェンゼル)のモデル
表面に微細な凹凸がある場合、見かけ上の接触角 cosθwは、平滑面の接触角 θ と粗さ係数r(実際の表面積 / 投影面積)を用いて次のように表されます:
cosθw = r cosθ
この理論が示唆するのは、「濡れやすい表面(θ < 90°)を粗くすると、より濡れやすくなる」という性質です。これを実務に応用すると、プラズマ処理や化学エッチングによって表面を化学的に改質すると同時に、ナノ・マイクロレベルでの粗さを付与することで、飛躍的に濡れ性を向上させることが可能になります 。
2.3 表面エネルギーの成分分け
単一の「接触角が低い」というデータだけでは不十分な場合があります。表面エネルギーは、さらに細かな成分に分けることができます:
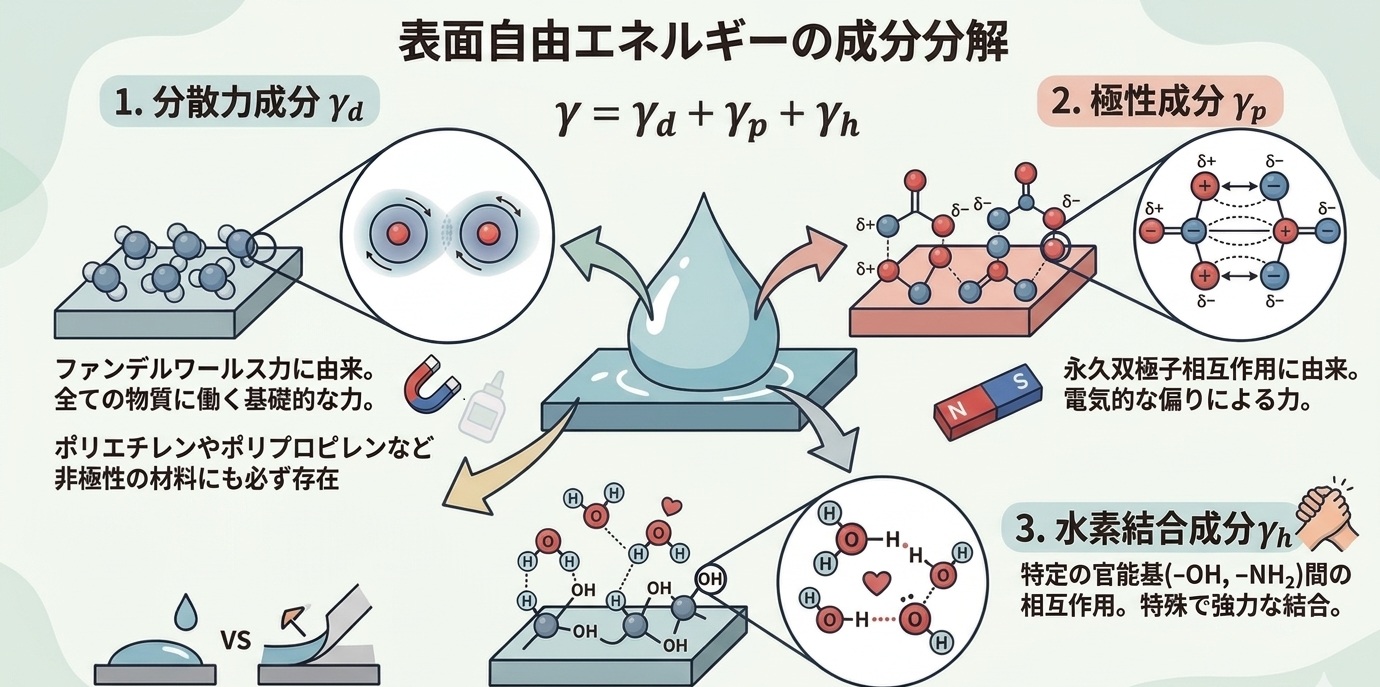
- 分散成分(γd): 分子間のファンデルワールス力に由来する成分。
- 極性成分(γp): 官能基の導入や酸化など、電気的な偏りに由来する成分。
- 水素結合成分(γh): 水酸基(-OH)などの相互作用に由来する成分。
例えば、インクや接着剤が「極性」を強く持っている場合、基材側の表面エネルギーも「極性成分」が高くなるように改質しなければ、真の密着性は得られません。これが、水だけでなく複数の液体を用いて評価を行う「多液法」が必要とされる理由です 。
第3章:現場での原因解析と簡易診断フロー
3.1 歩留まりを阻害する「目に見えない汚染」
濡れ性不良の最大の敵は、目視では確認できない微量な汚染物質です 。
- 油脂・加工油の残留: 金属加工工程で使用される切削油や防錆油が、洗浄不足によりナノ単位で残留していると、接触角は劇的に増大します 。
- 離型剤の移行: プラスチック成形時に使用されるシリコン系離型剤は、極めて低い表面エネルギーを持つため、これが表面に付着していると、いかなる塗装も受け付けません 。
- ブリードアウト: 樹脂内部の可塑剤や滑剤が時間経過とともに表面へ滲み出し、処理直後は良好だった濡れ性を後から悪化させることがあります 。
3.2 現場で即実践できる「5分間診断」
トラブル発生時に、複雑な分析装置を使う前に実施すべき簡易診断フローを規定します 。
- 液滴観察法: 純水を滴下し、その広がり方を標準サンプルと比較する。左右非対称な広がり方は、局所的な汚染(指紋など)を示唆します 。
- ダインペン・インクによる簡易テスト:規定の表面張力を持つ試薬入りペン・インクを用い、基材が何mN/mのエネルギーを持っているかを確認します 。
Arocotest表面エネルギー値評価用ダインペン・ダインインクのご紹介
👉 [ ダインペン製品ページはこちら ]
Arcotest社製テストインクの使い方
- 環境モニタリング: 当日の湿度を確認します。高湿度下では、基材表面に吸着水層が形成され、接着剤の硬化阻害や濡れ挙動の異常を招くことがあります 。
第4章:表面改質技術
濡れ性を改善するためのアプローチは、大きく分けて「物理的な洗浄」「化学的な官能基導入」「粗さの付与」の3点に集約されます 。各技術がどの要素に強みを持つかを理解することが、歩留まり向上の鍵となります 。
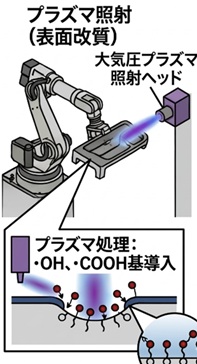
4.1 プラズマ処理(大気圧プラズマと真空プラズマ)
プラズマ処理は、放電により表面を活性化し、基材表面に官能基を導入して表面エネルギーを上げる技術です 。
- 親水化のメカニズム: プラズマ中の活性種が基材表面に水酸基(-OH)やカルボキシル基(-COOH)などの親水性官能基を導入し、接触角を低下させます 。
- 大気圧プラズマの利点: 真空チャンバーを必要としないため、連続生産ラインに組み込みやすく、短時間での処理が可能です 。
- 微細エッチング効果: 化学的改質と同時に、ナノレベルで表面を粗くするエッチング効果もあり、投錨効果(アンカー効果)による密着性向上も期待できます 。
【独自検証データ】処理速度が濡れ性に与える影響
弊社実機による「処理速度(m/分)」と「接触角」の相関データを以下に示します。これは生産タクトを設計する上で重要な指針となります。
表:処理速度(m/分)と接触角の変化(プラズマ処理機実測値)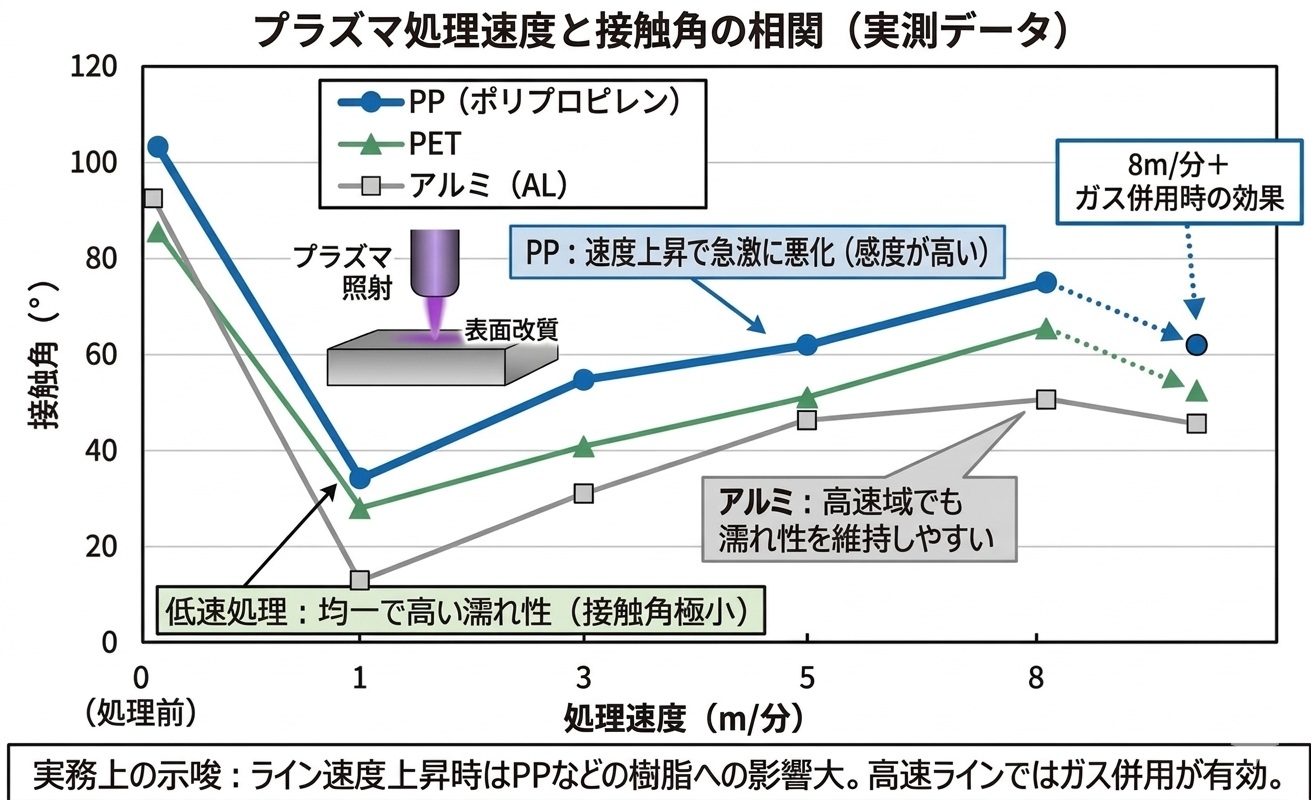
ポイント:
速度と効果の相関: 処理速度を上げると単位面積あたりの照射エネルギーが減るため、接触角は上昇(濡れ性は悪化)します。PPでは1m/分(34°)に対し、8m/分では75°まで効果が減衰するため、ライン速度に応じた出力調整が必須です。
素材別の感度: アルミ(AL)は高速域でも比較的低い接触角を維持しますが、PPなどの非極性樹脂は速度変化に対して非常に敏感です。
プロセスガス併用の効果: 8m/分の高速処理でも、ガスを併用(8m+ガス)することで、キャリアガスのみの場合より接触角を10°以上低減できることが実証されました。
この検証に使用された、大気圧プラズマ処理機ULDの詳細は以下の通りです。
👉 [ Acxys社製幅広大気圧プラズマ処理機製品ページはこちら ]
4.2 UVオゾン洗浄(光洗浄)
光(紫外線)エネルギーを利用した洗浄・改質は、プラズマに比べて物理的なダメージが極めて少なく、超精密部品に適しています 。
- 反応プロセス: 紫外線の照射により生成された活性酸素が、表面の有機汚染物を分解除去し、同時に親水化を進行させます 。
- 適用領域: ガラス基板や電子デバイスなど、熱ダメージや静電気破壊を避けたい素材の最終洗浄に多用されます 。
4.3 化学処理とシランカップリング剤
物理的な手法では対応しきれない、長期的な密着信頼性を確保する場合に選択されます 。
- 酸洗い・アルカリ洗浄: 金属表面の強固な酸化膜や油膜を除去し、めっき等の密着性を根本から改善します 。
- シランカップリング処理: 共有結合を介して基材と樹脂を強固に結びつけるため、湿熱環境下での剥離防止に有効です 。
4.4 素材別選定基準と現場の制約
- 樹脂(PP等)➡ 表面エネルギーが低いため、プラズマやコロナ処理による官能基導入が不可欠です 。
- 金属 ➡ 酸化膜の均一化や加工油の完全除去が鍵となります 。
- 現場制約 ➡ ライン停止時間、薬剤管理の安全性、設備コスト(プラズマ:数百万円〜など)を総合評価して選定します 。
第5章:素材別(樹脂・金属)の選定基準と現場制約
素材により濡れ性が低い理由が異なるため、対策も個別に最適化する必要があります 。
5.1 プラスチック(特にPP・PEなど極性を持たない樹脂)
ポリプロピレン(PP)などは、分子構造中に極性を持たないため、液体を弾く性質があります 。
- 課題: 表面エネルギー値が30mN/m以下と非常に低く、そのままではインクや接着剤が密着しません 。
- 解決策: コロナ処理や大気圧プラズマが最も一般的です 。処理によって表面エネルギーを40〜50mN/m程度まで引き上げることで、一般的な印刷・塗装が可能になります 。
- 注意点(経時変化): 樹脂の場合、導入された官能基が時間とともに内部へ沈み込む(リオリエンテーション)や周辺に存在する空気や水蒸気などと自然に結合し消失するため、処理後数時間〜数日以内に次工程を完了させるタクト管理が必須です 。
5.2 金属素材(アルミ、ステンレス、鋼板)
金属は本来、非常に高い表面エネルギーを持っていますが、実際には表面の「膜」が邪魔をしています 。
- 課題: 加工油の残留、不均一な酸化膜、大気中からの有機物吸着が濡れ性を阻害します 。
- 解決策: 強力な脱脂洗浄に加え、酸化膜を均一化するためのプラズマ処理や、物理的に表面を荒らすサンドブラストが有効です 。
- 金属特有の挙動: 金属表面は活性が高すぎるため、改質後は周囲 templesの不純物を急速に吸着します。クリーンな保管環境(窒素置換など)の整備が歩留まり安定に直結します 。
第6章:工程設計における「再現性」の確保
理論的に正しい技術を選んでも、現場での運用が疎かであれば歩留まりは安定しません。
6.1 前処理から後工程までの「時間管理(ライフタイム)」
表面改質の効果は一時的なものであることを理解する必要があります 。
- 時間制限の設定: 表面処理から塗装・接着までの最大許容時間を「ライフタイム」として規定します 。例えば「プラズマ処理後15分以内に塗布を完了すること」といった現場ルール化が必要です 。
- 環境モニタリング: 工場内の湿度が高すぎると、改質された活性面に水分子が先に吸着してしまい、本来の接着剤との反応を阻害します 。
表面状態が「元に戻る」2つのメカニズム
表面処理によって高められた表面エネルギーは、熱力学的に不安定な状態にあるため、物質は常に安定(=エネルギーが低い)状態に戻ろうとします。
官能基の反転(リオリエンテーション):
特に樹脂素材において顕著です。表面に導入された親水性の官能基(-OH基など)が、時間とともに分子鎖の熱運動によって樹脂の内部(内側)へと潜り込んでしまい、表面からは消失したように見える現象です。
空気中からの逆汚染:
活性化した表面は「何でもくっつきやすい」状態であるため、大気中に浮遊する微量な有機物や、保管容器(プラスチック袋や段ボール)から発生するアウトガスを急速に吸着し、表面が薄い汚れの膜で覆われてしまいます。
6.2 装置のパラメータ管理
- 照射距離と速度: プラズマヘッドとワークの距離が1mm変わるだけで、効果は劇的に変化します 。治具を用いた固定と、自動搬送による速度の一定化が不可欠です 。
- ガスの純度: 使用するガス(エアー、窒素、酸素など)に油分が含まれていると、改質どころか逆に汚染を広げることになります。フィルター管理の徹底が求められます 。
第7章:高度な評価手法と定量的な品質管理
表面改質を「やりっぱなし」にせず、歩留まりを安定させるためには、状態を数値化し、統計的に管理する必要があります。
7.1 JIS規格に基づく標準的試験法
客観的なデータとして社外や顧客に提示する場合、日本産業規格(JIS)に準拠した測定が不可欠です 。
- JIS K 6768(プラスチックフィルム・シートぬれ張力試験): ぬれ指数標準液(ダインペン・ダインインク)を塗布し、液膜が2秒以上維持されるかを確認する手法です 。簡易ながら、表面エネルギー値を判定するのに有効です 。プラスチック以外の基材にも応用され幅広く利用されています。
測定環境の厳格化: JIS規格では測定温度や湿度、滴下量、観察時間が規定されており、これらを逸脱するとデータの再現性が失われます 。特に冬場の乾燥した環境では、静電気の影響で液滴が異常な挙動を示すことがあるため、除電対策も併せて重要です 。
7.2 多液法による表面自由エネルギーの解析
水(極性液体)の接触角だけでは、接着不良の真の原因を見逃すことがあります。より高度な解析には、性質の異なる複数の液体を用いた「多液法」を導入します 。
- 分散成分と極性成分の分離: 表面自由エネルギーは、分子間力による「分散成分」と、官能基などに由来する「極性成分」に分けられます。
- 接着剤とのマッチング: 例えば、接着剤が高い極性成分を持っている場合、基材側もプラズマ処理等で極性成分(水酸基など)を増やさなければ、分子レベルでの強固な結合は得られません 。
7.3 工程内品質管理(IpQC)の運用フロー
現場で毎日、高価な解析装置を使うのは現実的ではありません。以下の2段階管理を推奨します。
- 日常管理(現場): ダインペンや簡易接触角計を用い、合否判定を行います 。
- 定期・異常時管理(技術部門): デジタル接触角計による詳細測定や、多液法による成分解析を行い、プロセスの「実力値」を時系列でモニタリングします 。
- トレンド解析: 測定値を時系列で記録し、装置のランプ寿命や電極の汚れによる「緩やかな劣化」を早期に検知して予兆保全につなげます 。
第8章:導入コストの精査と費用対効果(ROI)の算出
表面改質設備の導入には、初期投資だけでなく、長期的な運用コストを見積もる必要があります 。
8.1 主要技術のコスト構造比較
各技術の経済性を比較表にまとめます 。
| 技術項目 | 大気圧プラズマ | UVオゾン洗浄 | 化学処理ライン |
|---|---|---|---|
| 初期費用(概算) | 500万〜1000万円 | 100万〜1000万円 | 200万〜2000万円 |
| ランニングコスト | 低(電力・ガス) | 中(UVランプ交換) | 高(薬液・廃液処理) |
| 主な消耗品 | 電極、供給ガス | 高圧水銀ランプ等 | 処理剤、純水、中和剤 |
| メンテナンス性 | 容易(電極清掃交換) | 容易(ランプ清掃) | 困難(槽清掃・管理) |
8.2 投資対効果(ROI)の考え方
設備導入の正当性を証明するためには、以下の削減コストを算出します。
- 廃棄ロスの削減: 不良率が現状の5%から1%に低減した場合の、原材料費と労務費の回収額。
- リワーク費用の撤廃: 再塗装や再接着にかかっていた人件費と時間の削減。
- クレーム処理コストの低減: 市場流出後の剥離トラブルに伴う信頼性損失や回収費用の回避。
多くの場合、歩留まりが数%改善されるだけで、プラズマユニット等の設備費用は1年前後で回収可能です 。
8.3 現場導入のロードマップ
- 現状分析: 現状の接触角と不良率の相関を調査 。
- サンプルテスト: 外部機関やメーカーで試作を行い、改善効果を数値化 。
- パイロット評価: 実際のラインに近い環境で、エイジング(持続性)を確認 。
- 本導入・SOP整備: 標準作業手順書を作成し、オペレータ教育を実施 。
第9章:現場で直面するトラブルシューティング事例集
理論や装置を導入しても、現場では予期せぬ不具合が発生します。ここでは、よくある失敗事例とその解決策を深掘りします。
9.1 事例1:プラズマ処理をしているのに接触角が下がらない
現象: 大気圧プラズマ装置を稼働させ、ワークに照射しているが、評価してみると依然として大きく弾かれる。
原因解析:
- 過剰な油分: 基材表面に目視で確認できないレベルの厚い加工油膜がある場合、プラズマのエネルギーが油の分解に使い果たされ、基材まで到達しません。
- 照射距離の不備: ヘッドとワークの距離が離れすぎている(例:10mm以上)。大気圧プラズマは距離が数ミリ変わるだけで効果が激減します。
- ガスの汚染: コンプレッサーエアーにドレン(水分や油分)が混入しており、プラズマ化する際に逆に汚れを吹き付けている。
対策: 前洗浄(溶剤脱脂)の強化、治具による照射距離の厳密な固定、高精度フィルターおよびドライヤーの設置。
9.2 事例2:処理直後は良好だが、翌日には接着不良になる
現象: 処理直後の接触角は10°以下で非常に良好だが、一晩保管した後に接着工程へ回すと剥離が発生する。
原因解析:
- エイジング(経時変化): 特に樹脂素材(PP, PEなど)において、導入された官能基が分子鎖の熱運動により内部へ潜り込む「リオリエンテーション」が発生。
- 逆汚染: 保管場所の近くでシリコンスプレーを使用していた、段ボール箱からのアウトガスが活性化した表面に吸着した。
対策: 表面処理から接着までの「許容時間(ライフタイム)」を再定義し、3時間以内などのインライン運用を徹底する。保管が必要な場合は、低アウトガスの専用ケースやクリーンな環境を確保する。
第10章:総括と今後の展望
10.1 表面設計としての濡れ性管理
これまでの解説の通り、濡れ性の改善は単なる「掃除」ではなく、界面のエネルギー状態を制御する「精密な表面設計」です。歩留まりを最大化するためには、以下の3要素を三位一体で管理することが不可欠です。
- 理論的理解: Wenzel理論や表面自由エネルギーの成分解析に基づいた科学的アプローチ。
- 最適な技術選定: 素材やタクトタイムに合わせたプラズマ、UV、化学処理の使い分け。
- 厳格な運用管理: ライフタイムの遵守、装置の予兆保全、SOP(標準作業手順)の徹底。
10.2 環境負荷低減とサステナビリティ(今後の展望)
今後、製造現場では「環境(ESG)」への配慮がさらに求められます。
- 脱・溶剤洗浄: 従来の有機溶剤(VOC)を用いた洗浄から、プラズマやUVといったドライ洗浄への移行は、廃液処理コストの削減と環境負荷低減を同時に達成します。
- エネルギー効率: 必要な箇所だけを狙って処理する「スポットプラズマ」や、低電力で動作するLED型UV光源の導入が進み、より低炭素な生産ラインへと進化していくでしょう。
おわりに
濡れ性という、目に見えにくいものを制御することは、技術者の知見と経験が最も試される領域の一つです。このページが、貴社の製造現場におけるトラブル解決の一助となり、製品の信頼性向上と圧倒的な歩留まり改善に寄与することを願っております。