非接触クリーナーによる異物対策です!
すす・粉塵の他、静電気でくっつく小さなゴミ・ホコリ・樹脂カスも吸引除去します!
目次
炭素繊維複合材と製法について
↓
異物・粉塵の問題が発生する
↓
非接触ウェブクリーナーで解決!
↓
スペースが狭い箇所にも ラクラク設置!
非接触ウェブクリーナー vs 粘着ロール
炭素繊維複合材と製法について
はじめに、炭素繊維と炭素繊維複合材料の製法について
炭素繊維は”軽くて強い”優れた特性を持つ素材で、耐摩耗性、耐熱性、電気伝導性など機械的・化学的に優れた性質を有しています。航空機産業だけでなく、自動車業界への適用が期待され、一部の部品では代替が始まっています。炭素繊維の短所として、製造コストが高い、加工が難しいことなど障壁があります。製造コストを下げ、歩留まりを向上させる製造方法の確立のため、公的研究機関や民間レベルで研究開発が進められています。
炭素繊維には、大きくPAN系とピッチ系があります。PAN系は、アクリロニトリルを原料とし、炭淡化炉・炭化炉・黒鉛化炉で熱処理をして、表面処理・サイジングの工程を経て製造します。ピッチ系は、石油、石炭、コールタールなどの副生成物を原料とし、不融化・黒鉛化のプロセスで熱処理をして、表面処理・サイジングの工程を経て製造されます。
こうして作られた炭素繊維をベースにして、CFRPの部品を製造加工します。CFRPはCarbon Fiber Reinforced Plasticの略です。炭素繊維と樹脂を成形して作られた複合材料で、炭素繊維強化プラスチックのことです。CFRPは樹脂に熱硬化性樹脂を用いるのに対し、熱可塑性樹脂を用いるCFRTPという複合材もあります。CFRPまたはCFRTPを加工業者が製作する場合、スリットして所定の幅に裁断された炭素繊維を外注して仕入れ、加工に用います。(参考:スリットカスを除去する3つの方法|切粉の問題はこれで解決!をみる)製作する目的の製品により、成形方法がいくつかあります。
シートワインディング成形またはフィラメントワインディング成形は、マンドレルに樹脂を含浸した炭素繊維を巻き付けて成形する製法です。パイプ状・角柱状の製品の製造に適用されています。オートクレーブ成形は、炭素繊維にエポキシ樹脂などを浸み込ませたプリプレグを積層して、金型の中で加圧し成形する製法です。プレス成形は、プレス機に設置した金型で積層したプリプレグを熱と圧力で成形する製法です。C/Cコンポジットも炭素繊維に樹脂を含浸して作られる複合材です。C/CはCarbon Fiber Reinforced Carbonの略で、炭素繊維にフェノール樹脂を含浸(または抄紙)して できたプリプレグを熱処理して焼成・炭化を繰り返して作られます。
異物・粉塵の問題が発生する
炭素繊維や複合材の製造プロセスで、表面に付着したパーティクルを加工の前処理・後処理して、除塵する必要性がある工程があります。
◆プレス工程では、パーティクルの混入はプレス時に製品不良の原因となります。
◆スリット工程では、スリッターの丸刃で切断時の切削カス・粉塵が発生します。粉塵は、炭素繊維の表裏に付着したり、ガイドロールを汚染する原因になりますので、スリット後には、ウェブクリーナーを設置して細かい粉塵・すすを除去するニーズがあります。
◆樹脂を含侵させてシート状になった炭素繊維プレプリグは、静電気を帯びて小さなゴミ・ホコリを表面に吸着する可能性があります。
キスト+エシャリッヒ社が製造するスタティックエアは、ウェブクリーナーとして主にフィルム・ガラス・基板・箔の洗浄用に設計された除塵装置なのですが、スタティックエアの技術は、ロールtoロール製造工程の炭素繊維のクリーニングでも非常に高い除塵能力を発揮することができます。
非接触ウェブクリーナーで解決!
非接触式ウェブクリーナー スタティックエアを、プレス工程・スリッター工程など、パーティクルの問題が発生しやすい工程に設置します。
スタティックエアのフラットジェットノズルから吹き出すエアーブローで細かい粉塵・異物を吸引チャネルに運び別置の集塵装置で回収します。炭素繊維を流しながらスタティックエアがクリーニングするので、除塵作業の自動化・省人化に貢献します。
既存のラインへ後付する場合は、ウェブクリーナーを設置するスペースが限られている場合が多いので、個別の用途に合わせて、スタティックエアの寸法を確認しながら取付を検討していきます。
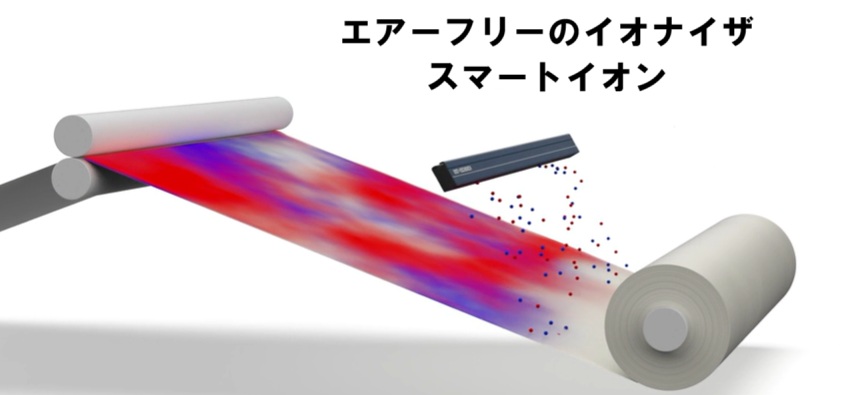
スタティックエアは、小さな金属異物・カーボン系の粉のような付着異物に対しても非常に高い除塵能力を発揮します。必要に応じてスタティックエアに、静電気除去バーを搭載することもできます。
これは、樹脂を含侵したプレプリグがロールtoロールで走行する工程では、静電気を帯びる可能性があるため、静電気を除電しながら表面の異物を除去するのに高い効果を発揮します。
スペースが狭い箇所にもラクラク設置!
スタティックエアは、有効幅50mm単位で製作できるので、導入する工程での炭素繊維・複合材の幅に合わせてボディを製作できます。ボディがコンパクトなので、スリッターのような設置スペースが限られた用途でも後付けしやすく設計されています。
例えばスリッターに設置する場合、端面のスリットカスの除塵をする場合には、処理幅100mm以下の狭幅でスタティックエアを制作いたします。また、塗工・積層工程で、炭素繊維の全幅の集塵が必要な場合には、炭素繊維の最大長に合わせて広幅のスタティックエアを制作できます。片面の前処理・後処理としてクリーニングする場合には、炭素繊維の片面にスタティックエアを設置します。炭素繊維の上面、下面、横向きでも設置することが出来ます。
非接触ウェブクリーナー vs 粘着ロール
関連情報
炭素繊維複合材の長さ・速度を非接触測定をみる
フィルムとシートの貼り合わせ前に異物除去|非接触クリーナーをみる
除塵装置・非接触クリーナー・静電気除去バーで印刷不良対策
レーザー加工時のヒューム・粉塵・微粒子を吸引除去